پدیده خوردگی طبق تعریف، واكنش شیمیایی یا الكتروشیمیایی بین یك ماده، معمولا یك فلز، و محیط اطراف آن میباشد كه به تغییر خواص ماده منجر خواهد شد. پدیده خوردگی در تمامی دستههای اصلی مواد، شامل فلزات، سرامیكها، پلیمرها و كامپوزیتها اتفاق می افتد، اما وقوع آن در فلزات آنقدر شایع و فراگیر بوده و اثرات مخربی بجای میگذارد كه هرگاه صحبت از خوردگی به میان می آید، ناخودآگاه خوردگی یك فلز به ذهن متبادر میشود.
خوردگی معمولا فرایندی زیانآور است، لیكن گاهی اوقات مفید واقع میشود. بطور مثال آلودگی محیط به محصولات خوردگی و آسیب دیدن عملكرد یك سیستم از جنبههای زیان آور خوردگی و تولید انرژی الكتریكی در یك باطری و حفاظت كاتدی سازههای مختلف از فواید آن هستند، اما تاثیرات مخرب و هزینههای به بار آمده بواسطه این فرایند به مراتب بیشتر است.
با نگاهی به آمار منتشر شده از خسارات مستقیم و غیر مستقیم خوردگی به اقتصاد كشورها میتوان به هزینههای سرسامآور این پدیده پی برد. یك مطالعه دو ساله از 1999تا 2000 در آمریكا نشان داد كه هزینههای مستقیم خوردگی 276 میلیارد دلار در سال بوده است كه این رقم تقریبا 3.1% از تولید ناخالص داخلی آمریكا را تشكیل می دهد. از این رقم هزینهای بالغ بر 137.9 میلیارد دلار به بخش صنعت كه خود دارای زیرشاخههای مختلفی است مربوط میباشد.
در ایران نیز پدیده خوردگی خسارات قابل توجهی را در صنایع گوناگون بوجود آورده است. بر اساس برخی بررسیهای غیر رسمی، زیان اقتصادی مستقیم ناشی از خوردگی در ایران در سال 1373 حدود 5000 میلیارد ریال، در سال 1375 حدود 9000 میلیارد ریال و در سال 1379حدود 27500 میلیارد ریال برآورد شده است.
جایگاه آکادمیک
هر چند دانش مهندسی خوردگی در برخی از دانشگاههای دنیا از زیر شاخه های علم و مهندسی شیمی بوده و ارتباط تنگاتنگی نیز با آن دارد، در كشور ما سیاستگذاری در وزارت علوم، تحقیقات و فناوری بگونهای بوده است كه مهندسی خوردگی، از زیرشاخههای مهندسی مواد قرار داده شده است.
علم و مهندسی مواد كه به شناخت ویژگیهای فیزیكی و مكانیكی مواد مختلف، روشهای ساخت آنها، روشهای استحصال فلزات و مواد نوین میپردازد، به لحاظ ساختار آكادمیك در كشور ما در مقطع كارشناسی دارای سه زیر شاخه مهندسی متالورژی صنعتی، مهندسی متالورژی استخراجی و مهندسی سرامیك است.
در مقطع كارشناسی ارشد، مهندسی مواد به زیرشاخههای انتخاب مواد مهندسی، شكل دهی فلزات، خوردگی، استخراج فلزات، سرامیك، بیومواد، ریخته گری و جوشكاری طبقه بندی شده است. با این توضیح مشخص است كه برای تحصیل در رشته مهندسی خوردگی لازم است تا از مقطع كارشناسی در رشته مهندسی مواد آغاز كرد.
دانش خوردگی مواد، بویژه فلزات همه صنایع را تحت تاثیر خود قرار داده و مهندسین این رشته همواره در تلاش هستند تا روشهای موجود برای مقابله با اثرات زیانبار این پدیده را بهبود بخشیده و یا روشهای نوینی برای این كار بیابند. از آنجا كه گستره نفوذ خوردگی در صنایع بسیار وسیع است، بنظر میرسد آشنایی با اصول و مبانی فرایند خوردگی و همچنین روشهای عمومی برای كنترل این پدیده برای همه مهندسین ضروری است.
تعریف خوردگی
خوردگی یك واكنش شیمیایی و یا الكتروشیمیایی مخرب بین سطح فلز و محیط اطراف آن میباشد. با توجه به اینكه از لحاظ ترمودینامیكی مواد اكسید شده نسبت به مواد در حالت معمولی در سطح پایینتری از انرژی قرار دارند، بنابراین تمایل رسیدن به سطح انرژی پایینتر سبب اكسید (خورده) شدن فلز میگردد. با این توضیح میتوان گفت كه هیچگاه نمیتوان به طور كامل از خوردگی جلوگیری نمود، بلكه باید به نحوی میزان خوردگی را به حد قابل قبول رسانید.
خوردگی سبب به وجود آمدن زیانهای فراوانی در كارایی سیستمهای مختلف میگردد. علاوه بر خسارتهای جانی از نظر اقتصادی نیز خسارتهای فراوانی ایجاد مینماید. به طور كلی برای بررسی یك آلیاژ از نظر مقاومت در برابر خوردگی باید پارامترهای گوناگونی را مورد بررسی قرار داد، اما شاید متداولترین راه برای بررسی مسائل خوردگی و همچنین مقایسه فلزات مختلف با یكدیگر، بیان نمودن سرعت و یا نرخ انجام واكنش خوردگی باشد. برای انجام این كار راهها و مقیاسهای متفاوتی وجود دارد.
برای بیان سرعت خوردگی میتوان درصد كاهش وزن را بر حسب میلیگرم بر سانتیمتر مربع بر روز (mdd) بیان نمود. البته این معیار چندان مناسب نمیباشد، زیرا در اكثر موارد محصولات حاصل از واكنش خوردگی (اكسید و یا هیدروكسید فلز) بر روی سطح فلز میمانند و در حقیقت سبب افزایش وزن فلز بعد از انجام واكنش خوردگی میگردند. بنابراین معمولاً به دلیل اهمیت بیشتر ضخامت قطعه، از معیار هزارم اینچ در سال(mpy) استفاده میگردد، یعنی در طول یك سال چه میزان از ضخامت جسم كاسته میشود.
خوردگی را میتوان از نظر الكتروشیمیایی نیز مورد بررسی قرار داد. به طور كلی هر واكنشی را كه بتوان به دو واكنش جداگانه آندی و كاتدی قسمت نمود، واكنش الكتروشیمیایی مینامند. برای انجام واكنش خوردگی سه عامل آند (قسمتی كه الكترون تولید مینماید و یا به عبارت دیگر اكسید میگردد)، كاتد (قسمتی از فلز كه الكترون میگیرد و یا واكنش احیا در آن صورت میگیرد) و در نهایت الكترولیت (مكانی برای برقراری اتصال یونی بین آند و كاتد) لازم میباشد. در حقیقت باید بین آند و كاتد هم اتصال الكتریكی (برای مبادله الكترون) و هم اتصال الكترولیتی (برای مبادله یون) برقرار باشد. با از بین بردن هر كدام از این اتصالات واكنش خوردگی نیز متوقف میگردد.
نكته مهم در واكنشهای اكسیداسیون و احیا سرعت انجام واكنشها میباشد. طبق اصول سینتیكی باید سرعت انجام واكنش اكسیداسیون با سرعت انجام واكنش احیا برابر باشد. بنابراین با تحت كنترل قرار دادن هریك از این دو واكنش میتوان سرعت انجام واكنش دیگر و در نتیجه سرعت انجام واكنش خوردگی را تحت كنترل درآورد.
از طرف دیگر اگر در سیستم خوردگی به جای یك عامل احیا چندین عامل احیا وجود داشته باشد، به عنوان مثال در همان اسید كلریدریك اگر اكسیژن نیز وجود داشته باشد، آنگاه دو واكنش احیا هیدروژن و واكنش احیا آب همزمان انجام خواهند شد. به این ترتیب به دلیل افزایش در میزان مصرف كنندههای الكترون، باید بر میزان سرعت تولید الكترون نیز افزوده گردد و به این دلیل سرعت خوردگی فلز روی افزایش خواهد یافت.
علاوه بر فاكتورهای محیطی و محیط خورنده، بعضی فاكتورهای فلزی و متالورژیكی نیز در آغاز و نرخ پیشرفت واكنشهای خوردگی تاثیرگذار میباشند. به عنوان مثال مرزهای دانه، مرزهای دوقلویی، ناخالصیها و نابجائیها میتوانند به دلیل داشتن انرژی بالاتر نسبت به نقاط اطراف خود به صورت آند موضعی درآمده و سبب آغاز فرایند خوردگی گردند.
روشهای کنترل خوردگی
از اصلی ترین روشهای كنترل خوردگی میتوان به موارد زیر اشاره داشت:
- انتخاب صحیح آلیاژ
- بكارگیری پوششهای مقاوم
- بكارگیری بازدارنده های خوردگی (Inhibitor)
- حفاظت كاتدی و آندی (Cathodic & Anodic protection)
حفاظت کاتدی ( Cathodic Protection) :
یکی از روشهای محافظت از خوردگی فلزات توسط کاتد قرار دادن سطح فلز در یک سلول الکتروشیمیایی است. فولاد گالوانیزه یک نمونه حفاظت کاتدی فولاد توسط اتصال روی به فولاد در گالوانیزاسیون است.
تاریخچه
حفاظت کاتدی نخستین بار توسط همفری دیوی، در سال۱۸۲۴ میلادی، در شهر لندن و در میان سلسله مقالاتی که ایشان به انجمن سلطنتی ارائه میکردند مطرح گردید. بعد از یک سری آزمایشهای موفق، اولین استفاده عملی از این فناوری جدید در همان سال و در رزم ناو اچ ام اس سمرینگ به وقوع پیوست. ساختار اولیه این سامانه عبارت بود از یک آند فداشونده که از آهن ساخته شده بود که اطراف آن غلافی از جنس فلز مس (همجنس بدنه اصلی کشتی) قرار داده بودند و به بدنه کشتی در زیر آب متصل کرده بودند و واکنش شیمیایی که بین آهن و مس انجام میشد، از سرعت خورده شدن فلز مس در اطراف میله آهنی میکاست و آن را حفاظت میکرد. این دانشمند پیشنهاد نمود که برای حفاظت کاتدی کشتیهای با بدنه مسی قطعاتی از آهن به عنوان آندهای از بین رونده روی بدنه کشتیها نصب شود بهطوریکه نسبت سطحی آهن به مس۱ به۱۰۰ باشد. به هر ترتیب یکی از نتایجی که حفاظت کاتدی به همراه داشت، رشد و توسعه دریانوردی بود.
به دلیل اینکه این فناوری جدید میتوانست رشد دریانوردی را تسریع ببخشد و این امر نیز منجر به تحولاتی بنیادین و ساختار شکنانه در استفاده از کشتیهای ساخته شده در آن زمان میشد؛ نیروی دریایی سلطنتی بریتانیا در اقدامی پیشگیرانه و محافظهکارانه، تصمیم به کنار گذاشتن این فناوری و ترجیح دادن به تعمیر بدنههای مسی پوسیده کشتیها گرفت. بعد از او ادموند دیوی دستگاهها و وسایل آهنی شناور در دریا را با نصب قطعاتی از فلز روی حفاظت کاتدی نمود، روبرت مالت در سال۱۸۴۰ آلیاژی از فلز روی ساخت که به عنوان آندهای از بین رونده مورد استفاده قرار گرفت. کاربرد آندهای از بین رونده ادامه داشت تا اینکه به تدریج رنگهای ضد زنگ ساخته شد و استفاده از آنها به منظور حفاظت کاتدی و نیز صرفه جوئی در هزینه تعمیرات رواج بیشتری یافت. استفاده از پوششهای روی در روی فولاد از زمانهای قدیم (قبل از ۱۷۴۲) معمول بودهاست، ولی کاربرد اعمال جریان الکتریکی جهت حفاظت کاتدی لولهها و تأسیسات زیر زمینی از حدود سال۱۹۱۰ آغاز شد و با سرعت زیاد گسترش پیدا نمود بهطوریکه امروزه تقریباً در تمام خطوط لوله و کابلهای زیرزمینی از آن استفاده میشود. حفاظت کاتدی همچنین در موارد متعدد دیگر از قبیل دریچهها، کانالها، خنککنندههای آبی، زیردریاییها، مخازن آب، اسلکهها و تأسیسات دریایی، دستگاهها و وسایل مختلفی که در تماس با مواد شیمیایی میباشند بکار برده میشود.
تعریف
حفاظت کاتدی به عنوان مؤثرترین روش حفاظتی به منظور جلوگیری از خوردگی سازههای مدفون در خاک شناخته شدهاست که بهطور گسترده در حفاظت از خوردگی لولههای توزیع و انتقال گاز، مواد نفتی و آب مورد استفاده قرار میگیرد. حفاظت کاتدی عبارت است از جلوگیری یا کاهش سرعت خوردگی فلزات توسط اعمال یک جریان الکتریکی خارجی (یکسو) یا تماس آن با یک آند از بین رونده، روی سطح فلز مورد نظر که دارای مناطق کاتدی و آندی باشد (در مناطق آندی خوردگی صورت میگیرد). در این حال مناطق آندی تبدیل به کاتد شده و در نتیجه دستگاه یا شبکه مورد نظر کلاً کاتدی میشود. حفاظت کاتدی از مهمترین و مؤثرترین طرق کنترل خوردگی میباشد، بهطوریکه با اجرای این روش میتوان فلزات را بدون اینکه خورده شوند به مدتی طولانی در محیطهای خورنده نگهداری نمود. مکانیزم حفاظت کاتدی مربوط به جریان خارجی است که در نتیجه آن عناصر کاتدی پیلهای موضعی به پتانسیل مدار باز آندها پلاریزاسون میشوند، یعنی در این حالت تمام سطح فلز هم پتانسیل گشته (پتانسیلهای آند و کاتد معادل هم میشوند) و جریانهای خوردگی متوقف میگردند. همچنین میتوان چنین بیان کرد که به علت ایجاد یک شدت جریان خارجی شبکهای از جریان مثبت در کلیه مناطق سطح فلز وارد شده و بدین ترتیب از ورود یونهای فلز به محلول یا محیط اطراف جلوگیری به عمل میآید. عملیات حفاظت کاتدی را میتوان در مورد خوردگی فلزاتی از قبیل فولاد، مس، سرب، و برنج در زمین (خاک) و محلولهای مختلف آبی به کار برد. به کمک حفاظت کاتدی میتوان از خوردگی حفرهای فلزات روئین از جمله فولادهای ضد زنگ جلوگیری نمود.
اجرای عملی حفاظت کاتدی
برای اجرای سیستم حفاظت کاتدی دو روش کلی وجود دارد: الف) با استفاده از آندهای از بین رونده که در آن فلزات فعالی مانند منیزیم یا روی را به عنوان آند به کار میبرند. ب) با استفاده از اعمل جریان خارجی یکسو که در این روش از منبع جریانی مانند ژنراتور، رکتیفایر (یکسوکننده) یا باتری همراه با یک آند کمکی که معمولاً از جنس آهن یا گرافیت است استفاده میشود.
سیستم آندهای فداشونده
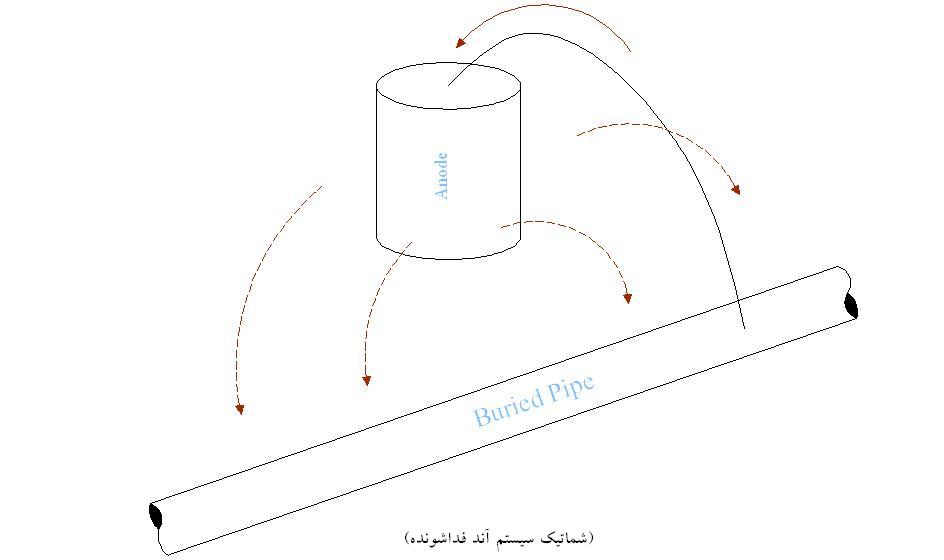
در صورتی که آند کمکی نسبت به فلزی که باید حفاظت شود بر طبق جدول سری گالوانیکی فعالتر باشد پیل گالوانیکی به وجود میآید. در صورت استفاده از این نوع آندها که آنها را آندهای از بین رونده مینامند و دیگر نیازی به منبع جریان خارجی یا یکسوکننده نمیباشد. اختلاف پتانسیل بین آندهای از بین رونده و فلز مورد حفاظت سبب تخلیه جریانی از طرف محیط به سمت فلز وجود داشته میگردد. فلزات از بین رونده که برای حفاظت کاتدی به کار میروند اغلب منیزیم و نوان منابع انرژی الکتریکی عمل مینمایند، اهمیت آنها مخصوصاً در مواردی است که امکان دسترسی به نیروی برق وجود نداشته ویا در نقاطی که نصب خطوط نیرو با صرفه نباشد.
در این روش یک الکترود که آند نامیده میشود در مخزن آب در نزدیکی فلز تحت حفاظت قرار گرفتهاست. آند مذکور از موادی ساخته شدهاست که نسبت به آهن فعالتر میباشد. این بدان معنا است که در الکترولیت آب دریا آند نسبت به آهن منفی تر میشود. معمولترین مادهای که مورد استفاده قرار میگیرد روی است که به صورت یک سلسله صفحات در نزدیکی تحت حفاظت سازه و در تمام طول آن پخش میشود. رویها توسط اتصالات مکانیکی یا باندینگ به صورت موضعی در بسیاری از نقاط به فولاد متصل میشوند. روی و آهن به همراه آب دریا که به صورت یک الکترولیت عمل میکند تشکیل یک سل آب دریا را میدهند که در آن آهن مثبت و روی منفی میباشد. جریان از آهن مثبت از طریق اتصال با مقاومت کم، به سمت روی منفی رفته و سپس از طریق آب دریا به آهن باز میگردد، شبیه یک باتری اتصال کوتاه شده. از آنجائیکه جریان از آندهای روی با از بین رفتن تدریجی روی همراهاست، پس از مدتی فلز روی کوچک شده و اثر و راندمان خود را از دست میدهد و باید جایگزین شود. به همین دلیل به آنها آند فناشونده اطلاق میشود. تأثیر آنها بهشکل مداوم پیگیری شود تا زمان لزوم جایگزینی مشخص گردد. این عمر معمولاً ۱۰ سال میباشد. باید توجه داشت که سیستم آندهای فداشونده به هیچ منبع انرژی خارجی نیاز ندارند و جریان الکتریکی از انرژی شیمیایی ماده آند تأمین میشود.
حفاظت کاتدی به روش جریان اعمالی
برخلاف روش آندهای فداشونده در روش جریان اعمالی به یک منبع خارجی جهت تأمین جریان مورد نیاز برای حفاظت نیاز میباشد. جنس آندهای استفاده شده در این روش به دلیل عدم تجزیه آنها مهم نمیباشد. در این روش آندها نسبت به سازه مثبت نگه داشته شده که این عمل توسط یک منبع جریان مستقیم انجام میگیرد؛ لذا در این روش بر خلاف روش آندهای فداشونده که آندها منفی بودند، آندها از سازه مثبت تر هستند. منبع جریان یکسو را به این ترتیب در سیستم قرار میدهند که قطب مثبت آن متصل به آند کمکی و قطب منفی آن به فلز دستگاه مورد نظر وصل شود. بهطوریکه یونهای مثبت در داخل الکترولیت از آند به سمت فلز مورد نظر برمیگردد.
ولتاژ اعمال شده باید به مقداری تنظیم شود که بتواند شدت جریان کافی برای تمام نقاط دستگاهی که تحت حفاظت کاتدی قرار گرفتهاست تأمین نماید. در مورد خاکها یا آبهای با مقاومت زیاد ولتاژ اعمال شده باید بیشتر از محیطهایی با مقاومت کم باشد. همچنین هنگامی که طول زیادی از یک خط لوله فقط به وسیله یک آند حفاظت شود به ولتاژ اعمال شده بیشتری نیاز دارد. اجرای سیستم حفاظت کاتدی اغلب در مورد لولهها و پوشش کابلهای زیر زمینی بکار میرود. در شبکههای لوله کشی شهرها و خطوط لوله طویل و سرتاسری و کابل کشیهای مخابرات و نیرو (برق) اغلب از سیستمهای با اعمل جریان خارجی استفاده میگردد. وقتی که در مورد تأسیسات طویل زیر زمینی نظیر لولهها و کابلهای پتانسیلی جریان برق اعمال میشود، جریان معمولاً در تمام طول آن تأسیسات وارد شده و به طرف محل اتصال میرود، و چون این قبیل تأسیسات از نظر الکتریکی متصل است لذا جریانهای طولی مسئلهای را به وجود نمیآورند؛ ولی در بعضی لوله کشیها ممکن است نقاط اتصالی وجود داشته باشد که دارای مقاومت الکتریکی زیادی بوده و در نتیجه جریانهای طولی، مناطق آندی در یک طرف نقاط اتصال ایجاد میگردد. به همین منظور و قبل از اجرای عملیات حفاظت کاتدی لازم است که در این قبیل موارد اتصال الکتریکی مناسب تأمین شود.
شبکههای لولهکشی گاز شهرها در منازل مخصوصاً در دستگاههای حرارتی به صورت تصادفی به هم مربوطند. همچنین فاز خنثی مدارهای الکتریکی اغلب به لولههای آب وصل میشود که در نتیجه، متصل به پوششهای کابلهای نیرو میگردند؛ لذا در صورت اطمینان کامل از این اتصالات کلیه شبکههای زیر زمینی را میتوان به صورت یک واحد حفاظت نمود.
تست پوشش
این تست شامل اندازهگیری عایقی (مقاومت الکتریکی) پوشش میباشد. قسمت تحت آزمایش توسط یک ایستگاه حفاظت کاتدی (موقت یا دائم) با سیستم جریان اعمالی بهطور مجزا تحت حفاظت واقع میگردد. قبل از این تست، پیمانکار از سلامت کلیه اتصالات عایقی که قسمت مورد آزمایش را از شبکههای دیگر مجزا نموده اطمینان کافی کسب کند.
دستگاهها و وسایل مورد نیاز برای تست پوشش
- ترانس رکتیفایر ترجیحاً با ظرفیتهای پایین
- ولت متر با امپدانس بالا
- هافسل (مس/ سولفات مس)
- بستر آندی (موقت یا دائم)
- کابلهای ارتباطی
بستر آندی موقت
این بستر متشکل از یک شاخه لوله قراضه که ترجیحاً شنزده و عاری از خوردگی باشد (عموماً یک سایز بالاتر از سایز خط) بوده که آن را در عمق حداقل برابر عمق لوله مدفون و به فاصله حداقل۵۰ متر از خط اصلی قرار میدهند. بطوریکه در هنگام دفن جهت تقویت و آمپردهی بهتر، از مقداری نمک، زغال کک و آب استفاده میشود.
مراحل اندازه گیری تست پوشش
الف) اندازه گیری پتانسیل طبیعی لوله نسبت به زمین از نقاط اندازهگیری پتانسیل:
قبل از روشن کردن ایستگاه حفاظت کاتدی با اعمال جریان، اپراتور باید توسط یک هافسل از جنس مس/ سولفات، ولتاژ طبیعی خط لوله را از طریق کلیه نقاط اندازهگیری پتانسیل نسبت به زمین قرائت نماید. این ولتاژ جهت اندازهگیری مقاومت عایقی پوشش مفید نیست، لیکن به منظور پیدا کردن شرایط نامتعارف (در صورت وجود) باید اندازهگیری صورت پذیرد.
ب) اندازه گیری جریان الکتریک حفاظت کاتدی:
جهت اندازهگیری جریان مستقیم، باید سیستم حفاظت کاتدی با جریان اعمالی، را روشن نموده و تنظیم کرد. پس از تنظیم ولتاژ تزریق، به منظور تثبیت پتانسیل و همچنین اطمینان از پلاریزاسیون، خط مورد تست باید به مدت۷۲ ساعت تحت جریان تزریقی قرار بگیرد. جهت پلاریزاسیون میتوان ولتاژ نقطه تزریق را در کمتر از مقدار حد بالایی تنظیم نموده و پس از اتمام مدت زمان پلاریزاسیون، ولتاژ در حد بالایی تنظیم و مراحل بعدی تست انجام پذیرد. یادآوری میگردد در خصوص ولتاژهای تزریقی در نظر گرفتن حد بالایی این ولتاژ الزامیست. در خصوص پوششهای اناملی (انامل پایه نفتی و انامف پایه زغال سنگی) حداکثر ولتاژ تزریقی ۲٫۱– ولت و در خصوص پوششهای بیتوسیل، نوار سرد و پلی اتیلن سه لایه حداکثر ولتاژ تزریقی ۱٫۵- ولت میباشد. پس از اتمام مدت زمان پلاریزاسیون و تنظیم ولتاژ تزریقی در حد بالایی، مقدار جریان در این ولتاژ اندازهگیری و ثبت گردد.
ج) اندازه گیری پتانسیل لوله نسبت به زمین:
با استفاده از یک زمانسنج خودکار، که به صورت خودکار جریان تزریقی را قطع و وصل میکند که عموماً در مدار ترانسهای رکتیفایر تعبیه شدهاست، عمل خاموش و روشن شدن سامانه حفاظت کاتدی صورت میپذیرد. تنظیم مدت زمان قطع و وصل باید بر اساس زمانهای پیشنهادی زیر صورت پذیرد: مدت زمان روشن بودن سیستم:۳۰ ثانیه مدت زمان خاموش بودن سیستم:۱۰ ثانیه پس از اطمینان از برقراری حالت خاموش و روشن سیستم، قرائت از کلیه نقاط اندازهگیری پتانسیل باید انجام گرفته و یادداشت گردد. لازم است ذکر شود اولین عدد تثبیت شده در زمان خاموشی سیستم، به عنوان ولتاژ حالت خاموش مد نظر میباشد.